Yatay Fırın Rulo Sistemi ve Sıcak Dip Galvanizasyon Ekipmanlarında Sürüş
May 15, 2025
Yatay Fırın Rulo Sistemi ve Sıcak Dip Galvanizasyon Ekipmanlarında Sürüş
Hearth Roll, sabit Galvanizasyon için sıkı sızdırmazlık ve nodül karşıtı önlemlerle şeridi destekler ve sürer.
Hearth Rulo (Fırın Alt Rulosu)
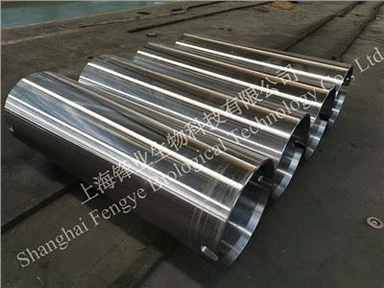
Hearth rulosu, yatay bir fırının birincil tahrik bileşenidir. Rulo gövdesi, ısıya dayanıklı çelik, malzeme sınıfı G-X15Crnisi 25-20 ile santrifüj döküm kullanılarak yapılır. Rulo kabuğunun duvar kalınlığı 7.5 mm'dir ve rulo gövdesinin tipik çapı 150 mm'dir. Rulo yüzeyi kaplanmamıştır. Yatay bir fırında, ocak rulosunun birincil işlevi çelik şeridi desteklemektir.
Hearth rulosu üç bölümden oluşur: rulo gövdesi, rulo boyun ve rulo şaftı.
Rulolar fırın gövdesinin her iki yan duvarından da geçmesi gerektiğinden, sızdırmazlık kritik bir sorun haline gelir. Şu anda, en yaygın kullanılan yöntem mekanik sızdırmazlıktır. Rulo uçlarının konik bölümü, refrakter fiber yalıtım malzemeleri ile doldurulmuş yalıtım plakaları ile donatılmıştır. İçeride, sadece yağlama sağlamakla kalmayıp aynı zamanda sızdırmazlık etkinliğine de katkıda bulunan yüksek sıcaklığa dayanıklı, yaşlanma karşıtı yağlama gresi enjekte edilir.
Tahrik yan şaft kafasındaki sızdırmazlık performansını artırmak için, yatak gövdesinin dönen ve sabit parçaları arasına V şeklinde bir kauçuk sızdırmazlık halkası takılır. Bu halkanın elastik klerensi sayesinde, V-ring'in dudakları, şaft başı hareket ettiğinde bile sızdırmazlık yüzeyine sıkıca yapışabilir, böylece ideal bir sızdırmazlık etkisi elde edebilir.
Ek olarak, bazı üretim hatları, sürücü tarafı şaft kafasını yardımcı azot-puring sızdırmazlık cihazı ile donatır. Koruyucu gazın herhangi bir kusurlu contalardan sızmasını önlemek için azot basıncı fırın basıncından daha yüksek olmalıdır. Ayrıca, azot akışı şaft kafasına biraz soğutma sağlar, böylece yağlama gresinin servis ömrünü uzatır.
Azaltma fırınının 1. bölgesinde, yüksek sıcaklık nedeniyle, çelik şeridin yüzeyindeki artık demir tozu rulo yüzeyine kolayca yapışabilir. Bunlar, sonunda şerit ve rulo arasında eşleşmeyen harekete neden olabilecek büyük demir nodüller oluşturabilen sert demir parçacıklarına birikir. Bu, şeride yüzey çizikleri veya kusurlarla sonuçlanır. Bu nedenle, majör fırın revizyonları sırasında, bu nodüller kazıyıcılar kullanılarak manuel olarak çıkarılmalıdır veya rulolar çıkarılabilir ve kumlama ile işlenebilir.
Rulolarda bu tür nodüllerin oluşumunu en aza indirmek veya ortadan kaldırmak için,
Birkaç önleyici tedbir kabul edilebilir:
1. Degrasing ve Demir Kaldırma işlemini destekleyin.
2. rulo yüzeyine bir tungsten karbür koruyucu kaplama uygulayın.
3. Seramik ruloları kullanın.
4. Fırın sıcaklığını uygun şekilde azaltın.
5. Herhangi bir göreceli hareketi önlemek için fırın ruloları ve çelik şerit arasındaki senkronize işlemi yerine getirin.